


廠址:河北省邢臺市臨西縣軸承工業園區北環路雙創科技園(佳順軸承)
銷售地址:河北省臨西縣軸承大世界東九區19號
手 機:18764252222 15531951217
電 話:0319-8585888
Q Q:275582616
PTR改性技術在軸承鋼中的應用
2026-01-01作者:劉東、王建國、羅遠
西北工業大學
國防科技工業精密鍛造與環軋技術創新中心
摘 要:本文在簡要分析國內外軸承鋼生產技術發展現狀的基礎上,介紹了西北工業大學近年來研發的強力旋軋(Power Torsional Rolling,簡稱PTR)改性技術的原理,及其在軸承鋼碳化物尺寸、分布調控方面的部分研究結果。結果表明:與傳統成形方法相比,PTR改性技術由于可以在三個方向上獲得均勻充分變形,尤其是增大了扭轉變形量,可以獲得更加理想的軸承鋼碳化物調控效果。PTR改性技術流程短、效率高、材料利用率和產品批次穩定性更加優越,更適合軸承套圈這類大批量生產的零件成形。
一、前言
軸承鋼的質量往往直接決定了軸承產品的最終使用性能,因此,先進軸承鋼生產技術的研發與應用始終受到世界各國的高度關注。軸承鋼作為特殊鋼中最具代表性的鋼種,是目前生產難度最大,質量要求最為苛刻的特殊鋼種之一。軸承鋼穩定生產的質量水平在很大程度上代表了鋼鐵企業高品質特殊鋼的生產技術能力和綜合管理水平。我國軸承鋼產量已連續十余年位居世界第一。尤其是近年來,隨著綜合國力和冶金技術水平的提升,我國軸承鋼的質量更是有了長足進步。國內軸承鋼骨干企業陸續引進和建設了具有當前先進水平的軸承鋼生產線,使用的硬件條件和生產工藝已接近或達到國際先進水平。國內大型軸承鋼企業已普遍采用EAF-LF-VD-IC/CC等先進工藝和裝備。國產優質軸承鋼在氧含量、夾雜物和偏析控制等方面已經與國外沒有明顯差距。部分鋼企的軸承鋼產品也已經獲得國際著名軸承企業如SKF、NSK、FAG等的認證,并取得了一定市場份額。
國內外軸承鋼生產技術的發展,始終圍繞提高純凈度和均質化程度兩個方面。有研究表明:軸承鋼的接觸疲勞壽命L10與單位體積內的夾雜物長度存在負指數關系。而夾雜物的含量又與鋼中的氧含量密切相關。氧含量越高,夾雜物含量也越高,接觸疲勞壽命就低。因此,軸承鋼的冶金質量不僅體現在夾雜物的含量、尺寸和分布控制上,而且體現在O、S、P、Ti等元素含量的控制上。國外真空脫氣軸承鋼的氧含量已經可以穩定控制在5ppm水平,夾雜物最大尺寸≤11μm。國內優質軸承鋼也達到了類似指標。隨著軸承鋼純凈度的不斷提高,碳化物的含量、尺寸和分布已經逐漸成為影響軸承鋼壽命和可靠性繼續提升的關鍵因素。應該指出,針對國內外軸承鋼生產技術的發展現狀,在氧含量、夾雜物和偏析控制等問題得到相對有效地解決之后,碳化物調控已成為目前國內外軸承鋼先進生產技術研發所面臨的關鍵問題和重要方向。本文在簡要分析國內外軸承鋼生產技術發展現狀的基礎上,介紹了西北工業大學近年來研發的強力旋軋(Power Torsional Rolling,簡稱PTR)改性技術的原理,及其在軸承鋼碳化物尺寸、分布調控方面的部分研究結果。
二、軸承鋼質量提升的關鍵問題
一般認為,軸承鋼冶金質量的典型指標主要包括5個方面:①氧含量;②夾雜物含量、尺寸和分布;③碳化物含量、尺寸和分布;④疏松和偏析;⑤各向同性程度和性能穩定性。
由于大尺寸氧化物是非金屬夾雜中對軸承鋼疲勞壽命影響最大的缺陷,同時,鋼中的氧元素又具有氧致析出效應,因此對于軸承鋼,尤其是高碳鉻軸承鋼,全氧含量是評價其純凈度的一個重要指標,由溶解氧含量和氧化物氧含量兩部分組成。降低鋼中的全氧含量能夠大幅度提高軸承鋼的疲勞壽命和可靠性。因此,在軸承鋼生產技術的發展中,全氧含量甚至被認為是技術劃代的主要依據。尤其以瑞典SKF和日本山陽特鋼最具代表性。其生產軸承鋼的全氧含量由鋼包脫氣時代的30-50ppm發展到目前采用SNRP法的4-6ppm,疲勞壽命L10提高了約30倍,對整個世界軸承鋼生產技術的發展產生了重要影響。同時,當全氧含量降低到5ppm水平以后,繼續降低氧含量所獲得的性能提升的收益已不明顯,但卻會導致生產成本的明顯增加,所以隨后世界各國的軸承鋼氧含量一直維持相對穩定的水平,未再發生明顯變化。
大量研究表明,軸承兩大失效形式之一的疲勞剝落,往往與鋼中的夾雜物密切相關,其中又以B類、D類、DS類夾雜物的影響最為顯著。因此,夾雜物的含量、尺寸和分布控制水平是衡量軸承鋼質量的又一個重要指標。為了理想的獲得夾雜物控制效果,國外先進軸承鋼企業針對不同類型的夾雜物,分別從夾雜物來源、成因和控制措施等方面開展了系統化研究,研發了各具特色的高純和超高純軸承鋼生產工藝和生產系統。表1給出了國外知名企業軸承鋼的雜質元素和夾雜物控制水平。表中r為氧化物夾雜的最大直徑。
表1 國外軸承鋼的雜質元素和夾雜物控制
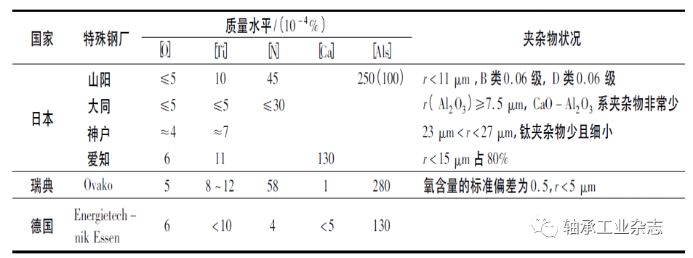
從表1可以看出,以日本山陽為首的先進軸承鋼企業 已經可以做到夾雜物評級0級,夾雜物最大線性尺寸≤11μm的水平,基本消除了大尺寸夾雜物和夾雜物連續分布對軸承鋼塑韌性和疲勞壽命的不利影響。
為了獲得較高的硬度和強度,軸承鋼中一般含有較多Cr、Mn、Mo等合金碳化物形成元素,容易引起碳化物分布不均勻,從而降低軸承的使用性能。由研究結果表明碳化物數量過多,尺寸越大、分布越不均勻,軸承鋼疲勞壽命越低。所以碳化物的含量、尺寸和分布控制同樣是評價軸承鋼質量的一個重要指標。從來源和析出順序看,軸承鋼中的碳化物主要有一次液析碳化物、二次網狀碳化物和三次共析碳化物。理論上講,碳化物液析會隨著高純冶煉技術的應用得到明顯緩解。碳化物網狀主要存在于過共析鋼,可以通過控軋控冷或適當的正火處理得以緩解或消除。而共析碳化物則需要合理的球化退火和嚴格的過程管理加以控制。實際上,由于軸承鋼的成分約束,無論是國外還是國內,碳化物含量、尺寸和分布的有效調控都是目前軸承鋼生產所面臨的一個重要課題。
三、PTR改性技術簡介
前已述及,在基本解決了純凈度和夾雜物控制等關鍵問題后,碳化物調控是目前軸承鋼先進生產技術研發的重要方向之一。國內外許多學者針對這一問題開展了相關研究工作。從目前的研究現狀看,主要包括成分優化、控軋控冷和熱處理過程優化等幾個方面。雖然取得了一定進展,但距合理的碳化物含量、更小的尺寸和更均勻分布這一理想調控目標尚有不少差距。
我們注意到,由于碳化物相的硬脆特性,其對扭轉和剪切變形更加敏感。如果能夠在軸承鋼熱加工過程中,通過明顯增加扭轉變形分量,并與適當的熱處理過程配合,將獲得更好的碳化物破碎和均勻分布的改性效果。目前的碳化物調控技術研究大多是基于傳統軋制方法開展的。應該指出,目前的軋制方法,縱軋從本質上講屬于二維變形過程,基本不發生扭轉或剪切變形。斜軋雖然有扭轉,但扭轉變形量明顯不足,不能達到理想的碳化物破碎效果。因此,西工大劉東團隊基于壓扭復合變形的基本原理,提出了PTR改性技術的基本思路,分別研發了棒材、管材和盤件PTR改性技術的工藝和裝備。其中,管材PTR改性的技術原理示于圖1。
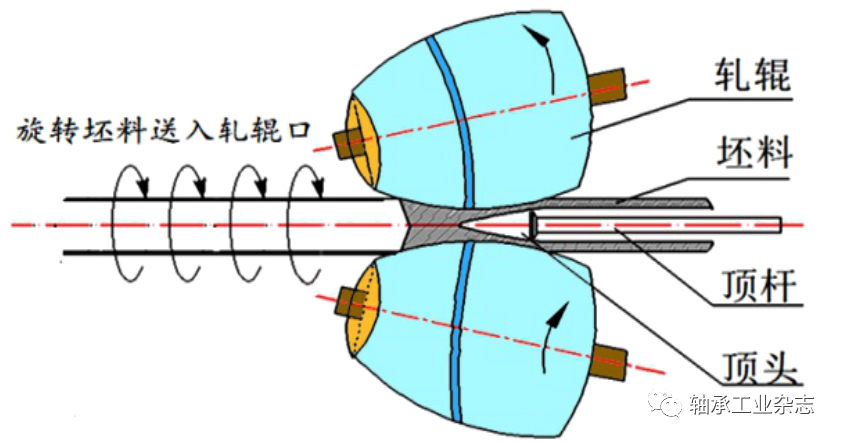
圖1 管材PTR改性技術原理
從圖1可以看出,與常規穿管技術類似,管材PTR改性技術也是利用曼內斯曼效應,通過一道次變形完成從實心棒材到空心管材的成形過程。其主要區別是在徑向軋制的同時,施加強力扭轉變形,顯著增大了扭轉變形量,從而在變形區內獲得連續局部壓扭復合變形,實現碳化物細小彌散分布的改性效果。
圖2為軸承套圈的輾擴工藝、傳統穿孔工藝和PTR改性工藝過程中工件橫截面流線分布情況的FEM模擬結果。
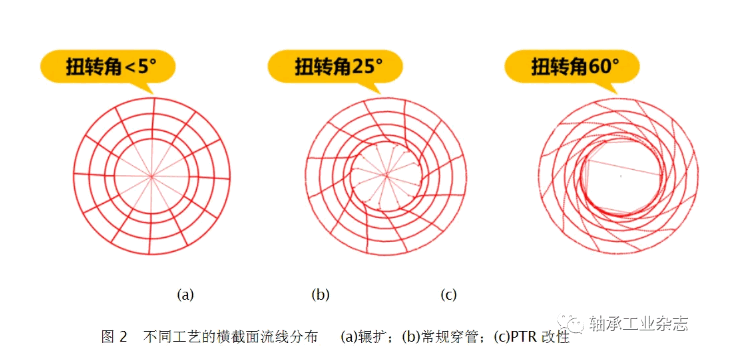
從圖2看出,采用鐓粗-沖孔-輾擴技術生產軸承套圈,工件的徑向流線仍基本保持直線狀態,周向扭轉角<5°,說明對于軸對稱的工件,采用這種方法施加變形,應變主要發生在R-Z平面,而在周向變形很小,基本屬于二維變形。采用常規穿孔工藝時,工件周向扭轉變形量比輾擴明顯增加,扭轉角可以達到25°,但對于破碎碳化物,這樣的扭轉變形量仍然不足。當采用PTR改性技術時,扭轉角可以達到60°以上,此時工件的徑向流線呈現明顯的螺線形狀,橫截面扭轉變形量比常規穿管大了若干倍,從而獲得良好的三維變形效果。尤其應該指出,從流線分布的密度看,PTR改性過程中,約靠近工件內壁,流線約致密。這對于工作面主要為內表面的軸承套圈而言,是非常符合服役條件的流線分布形式。
為了進一步分析輾擴過程和PTR過程中工件的等效應變分布,圖3給出了外徑Ф150mm套圈等效應變的對比結果。上下分別為輾擴和PTR改性過程。
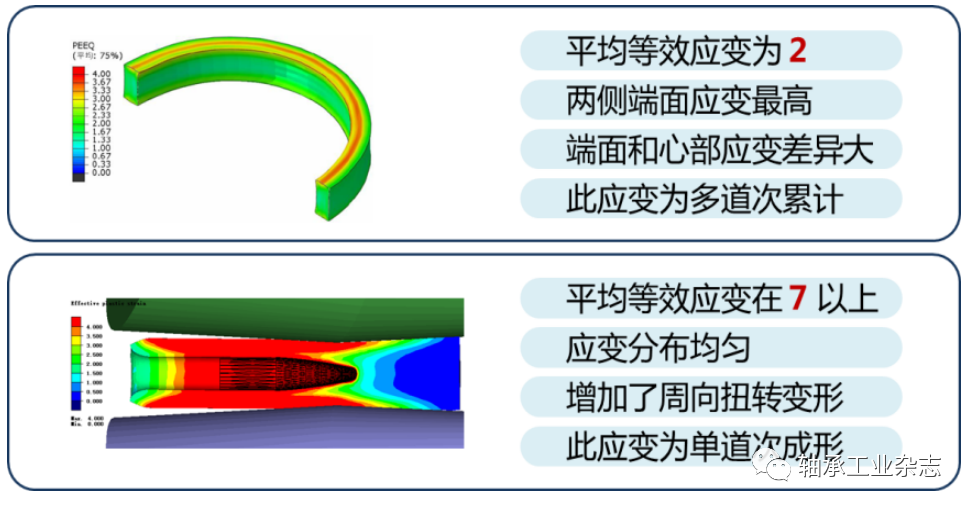
圖3 不同成形方式套圈的等效應變
從圖3看出,采用輾擴技術生產軸承套圈,成形結束時工件的平均等效應變約為2。工件內等效應變的分布并不均勻,工件端面與心部的應變存在明顯差異。而采用PTR改性技術生產套圈,工件的平均等效應變≥7,是輾擴方法的3倍以上,并且工件的徑向和軸向應變分布均勻性明顯優于輾擴方法。因此更適于獲得均勻細小的碳化物尺寸和更加彌散均勻的分布。
圖4給出了套圈輾擴與PTR改性技術生產效率的對比。上下分別為輾擴和PTR改性過程。從圖看出,采用PTR改性技術,可以用一道 次PTR過程取代傳統輾擴3-4道次成形過程,生產流程縮短2/3,并且沒有沖孔芯料的浪費,材料利用率更高。另外,由于PTR改性過程屬于連續局部加載的穩態成形過程,變形區形狀尺寸不隨時間變化,因此批量生產時適于獲得更好的批次穩定性。非常適合套圈這類大批量生產的零件。
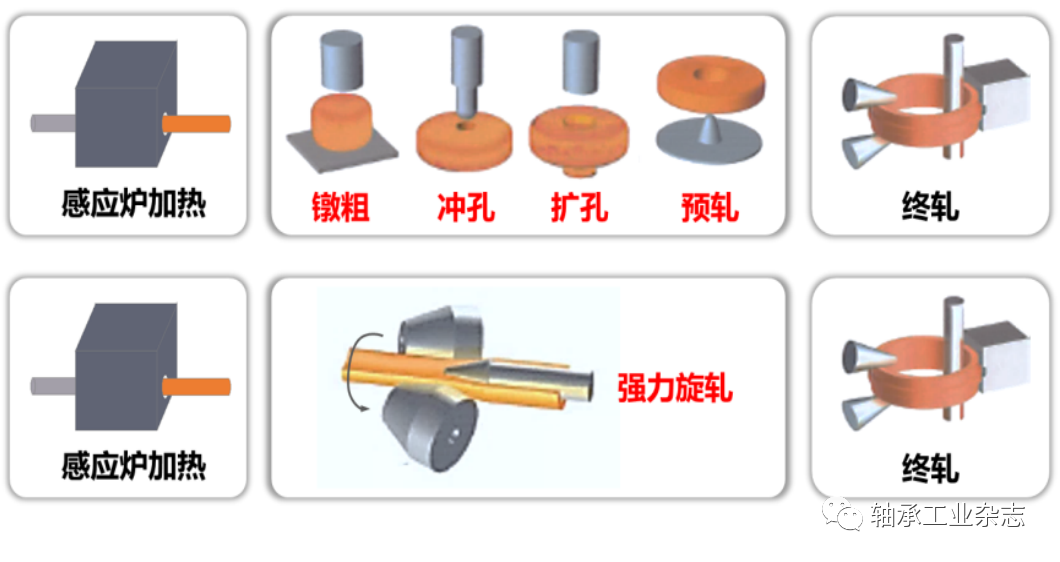
圖4 套圈不同工藝的生產效率
四、應用實例與分析
圖5和圖6分別為采用輾擴和PTR改性技術生產的Ф60mm套圈的高倍組織和碳化物形貌。原材料為國內某廠生產的GCr15棒材。
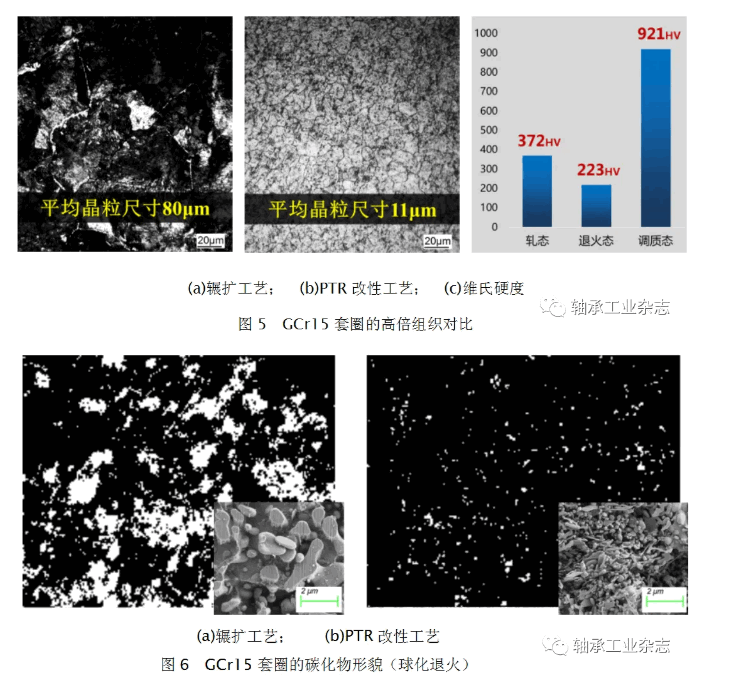
從圖5和圖6可以看出,采用輾擴傳統工藝生產的套圈,晶粒尺寸約為80μm,碳化物分布不均勻現象較為明顯,平均碳化物尺寸約為1-3μm。而采用PTR改性工藝生產的套圈,晶粒尺寸細化到11μm,碳化物破碎情況較為理想,碳化物平均尺寸約為0.2-0.4μm,分布較為均勻。說明采用PTR改性工藝,由于獲得了三個方向均勻充分的變形,尤其是明顯增加了扭轉變形量,碳化物改性效果較為理想。圖7為采用PTR改性技術試制的M50和M50NiL軸承管。
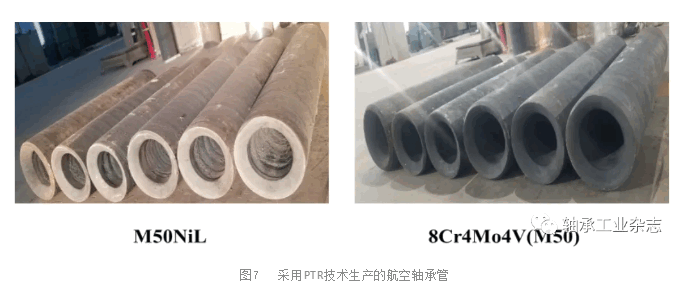
圖7 采用PTR技術生產的航空軸承管
五、小結
在基本解決了純凈度和夾雜物控制問題后,碳化物調控已經成為軸承鋼先進生產技術研發的重要方向之一。
與傳統成形方法相比,PTR改性技術由于可以在三個方向上獲得均勻充分變形,尤其是增大了扭轉變形量,可以獲得更加理想的軸承鋼碳化物調控效果。
PTR改性技術流程短、效率高、材料利用率和產品批次穩定性更加優越,更適合軸承套圈這類大批量生產的零件成形。
(來源:中國軸協會刊《軸承工業》2021年第4期)